Tel:
Shanghai Yichen industrial co. LTD
 |
| Place of Origin: | Genmany |
| Brand Name: | Bolte BTH |
| Certification: | CE |
| Model Number: | Internally threaded stud / Bimetallic internally threaded stud |
| Minimum Order Quantity: | 10000 PCS |
|---|---|
| Price: | Negotiation |
| Packaging Details: | Plastic bag plus paper packaging |
| Delivery Time: | 15 working days after received your payment |
| Payment Terms: | T/T, Western Union |
| Supply Ability: | 500000 PCS |
| D6: | M5-M16 | B: | 7-24 |
|---|---|---|---|
| D2: | 10-22 | D3: | 13-28 |
| High Light: | stainless steel weld studs,stud welder studs |
||
![]()
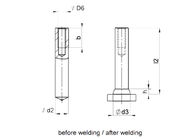
Bolte Welding Studs for Drawn Arc Stud Welding
Internally Threaded Stud
![]()
| Dimensions | Material (item number) | Ceramic ferrule |
|||||||
| D6 | b | d2 | l2 | d3* | h* | Steel 4.8 | A2-50 | 1.4571 | |
| M5 | 7 | 10 | 15-100 | 13 | 4 | 61-10-XXX-M5X7 | 62-10-XXX-M5X7 | 62-3-10-XXX-M5X7 | UF 10 (KSN-F 101) |
| M6 | 9 (71) | 10 | 15-100 | 13 | 4 | 61-10-XXX-M6X71 | 62-10-XXX-M6X71 | 62-3-10-XXX-M6X71 | UF 10 (KSN-F 101) |
| 61-10-XXX-M6X9 | 62-10-XXX-M6X9 | 62-3-10-XXX-M6X9 | |||||||
| M8 | 12 (81) | 12 | 15-100 | 16 | 5 | 61-12-XXX-M8X81 | 62-14,6-XXX-M8X81 | 62-3-12-XXX-M8X81 | UF 12 (KSN-F 121) (KSN-F 101) |
| 61-12-XXX-M8X12 | 62-14,6-XXX-M8X12 | 62-3-12-XXX-M8X12 | |||||||
| M8 | 12 (81) | 14.6 | 15-100 | 18.5 | 6 | 61-14,6-XXX-M8X81 | 62-14,6-XXX-M10X82 | 62-3-14,6-XXX-M8X81 | KSP-F 16 |
| 61-14,6-XXX-M8X12 | 62-14,6-XXX-M10X15 | 62-3-14,6-XXX-M8X12 | |||||||
| M10 | 15 (82) | 14.6 | 15-100 | 18.5 | 6 | 61-14,6-XXX-M10X82 | 62-14,6-XXX-M10X82 | 62-3-14,6-XXX-M10X82 | KSP-F 16 |
| 61-14,6-XXX-M10X15 | 62-14,6-XXX-M10X15 | 62-3-14,6-XXX-M10X15 | |||||||
| M10 | 15 (82) | 16 | 20-100 | 21 | 7 | 61-16-XXX-M10X82 | 62-16-XXX-M10X82 | 62-3-16-XXX-M10X82 | UF 16 |
| 61-16-XXX-M10X15 | 62-16-XXX-M10X15 | 62-3-16-XXX-M10X15 | |||||||
| M12 | 18 | 18.3 | 25-100 | 23 | 7 | 61-18,3-XXX-M12X18 | 62-18,3-XXX-M12X18 | 62-3-18,3-XXX-M12X18 | KSP-F 20 |
| M16 | 24 | 22 | 40-100 | 28 | 10 | 61-22-XXX-M16X24 | 62-22-XXX-M16X24 | 62-3-22-XXX-16X24 | UF 22 |
|
1for l2 < 20 mm, 2for l2 < 25 mm *d3 and h are approximate values. Upon request: without aluminium ball at the welding tip (as standard according to DIN EN ISO 13918 with aluminium ball (see explanation in chapter 1.1)).In the item number XXX has to be replaced by the respective welding element length l2 (e.g. 030 for 30 mm) |
Available dimensions and materials available upon request.
Welding studs for drawn arc stud welding
Technical information
Materials
|
Non-alloyed steels Our threaded studs, internally threaded studs, non-threaded studs and similar welding elements are made from steel, strength class 4.8 (suitable for welding) (according to DIN EN ISO 898-1) with excellent weldability. Mechanical properties: yield strength (Rel) ≥ 340 N/mm2, tensile strength (Rm) ≥ 420 N/mm2, elongation (A5) ≥ 14%. Shear connectors are made from S235J2+C450. Mechanical properties: yield strength (Rel) ≥ 350 N/mm2, tensile strength (Rm) ≥ 450 N/mm2, elongation (A5) ≥ 15%. Stainless steels Our threaded studs, internally threaded studs, non-threaded studs and similar welding elements are made from A2-50 (suitable for welding) according to DIN EN ISO 3506-1 (mechanical properties: yield point (Rp0,2) ≥ 210 N/mm2, tensile strength (Rm) ≥ 500 N/mm2, elongation (AL) ≥ 0,6d) and 1.4571 (suitable for welding) according to DIN EN ISO 3506-1 (mechanical properties: yield point (Rp0,2) ≥ 210 N/mm2, tensile strength (Rm) ≥ 500 N/mm2, elongation (AL) ≥ 0,6d) as well as from 1.4541 and 1.5415 (16Mo3).The material specifications conform with DIN EN ISO 13918 and DIN EN ISO 14555. For welding studs from other materials please send us your inquiry or contact us. On demand, the material properties can be verified by an inspection document (test report, inspection certificate) according to DIN EN 10204. We are pleased to inform you about weldability to different base materials and welding parameters. |
Dimensions
|
Welding studs dimensions are given in the measurement tables (all dimensions in mm). All standardised welding studs conform to DIN EN ISO 13918. Not standardised welding studs are supplied according to DIN EN ISO 13918. Special welding elements, which are not described, are delivered upon request. Dimensions that are not listed in the measurement tables are delivered upon request. The nominal length (l2) always corresponds to the length after welding. Depending on the diameter the length before welding (l1) is larger by a weld allowance of 1 to 5 mm. |
Flux (aluminium ball) and weld pool backing
|
According to DIN EN ISO 13918 welding studs for drawn arc stud welding standardly have an aluminium ball at the welding tip. This serves as flux for improved ignition and stabilization of the electric arc as well as for deoxidising the weld pool. For weld pool backing standardly ceramic ferrules are used. Accordingly, suitable ceramic ferrules are included in every stud shipment. A ceramic ferrule can only be used once; it is removed from the stud after welding by striking at it. Up to a diameter of 10 mm shielding gas can be used as an alternative for weld pool backing. Upon request, we therefore deliver studs without aluminium ball at the welding tip and without ceramic ferrules. |
Surface protection
|
Usually our welding studs are supplied in bright condition. On demand, the following surface treatments are possible (coating thicknesses according to DIN EN ISO 4042): 1. galvanically zinc-plated 2. hot zinc dipped 3. zinc flake coated flZnnc-600h 4. galvanically copper-base-coated and nickel-plated 5. galvanically copper-plated The surface treatments 1, 2 and 3 have a negative impact on the welding quality and are therefore removed from the welding tip. Though this the tolerance for the dimensions y changes to -1/+0,5 deviant to the following measurement tables. Threads The threads of the studs are cold rolled acc. to DIN 13-1 (tolerance limit 6g). For surface-treated studs the tolerance limit 6h can be reached.The thread of hot zinc dipped studs is not true to gauge. For hot zinc dipped studs nuts with allowance for interference have to be used. We deliver studs with special threads upon request. Weld fillet During drawn arc stud welding a fillet forms between welding element and base material. The dimensions of the weld fillet are defined by the used ceramic ferrule and the welding parameters. The dimensions that are given in the measurement tables are approximate values. The diameter of the weld fillet is always bigger than the nominal diameter of the welding element.
|